 港口船厂钢格板盖板篦子
港口船厂钢格板盖板篦子
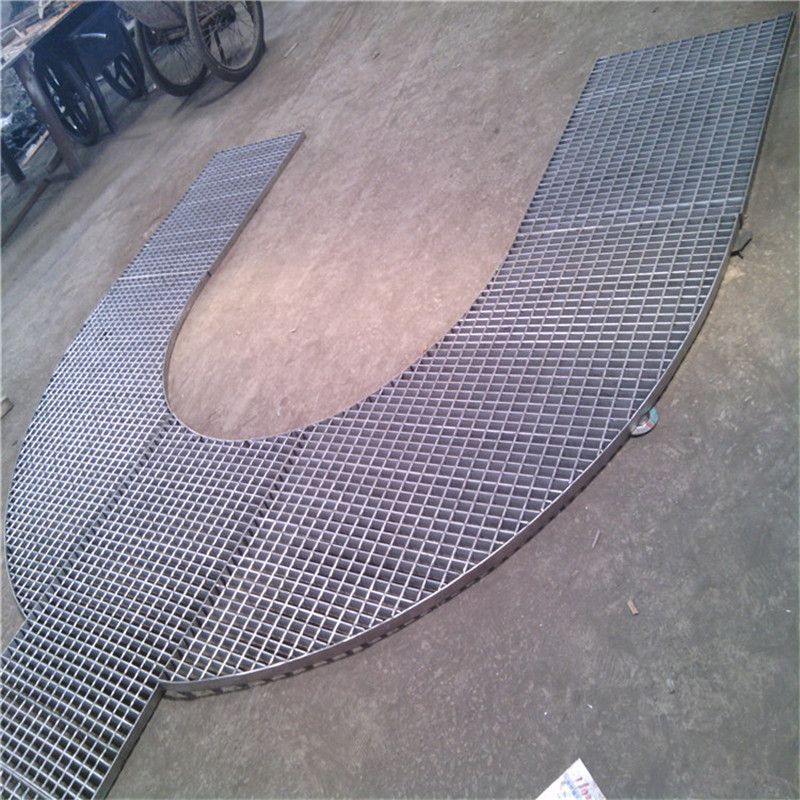
 光伏发电用钢格栅板
光伏发电用钢格栅板
 水库电站用热镀锌钢格板格栅板
水库电站用热镀锌钢格板格栅板
 仓储物流用钢格板
仓储物流用钢格板
 电解槽槽间钢格板盖板
电解槽槽间钢格板盖板
 石油化工,LNG平台项目用钢格板
石油化工,LNG平台项目用钢格板
 防落物安全钢格栅板
防落物安全钢格栅板
 海上平台钢格栅板
海上平台钢格栅板
 钢格栅板射钉枪
钢格栅板射钉枪
 矿用热镀锌格栅板盖板
矿用热镀锌格栅板盖板
 锅炉平台用热镀锌钢格栅板
锅炉平台用热镀锌钢格栅板
 高铁路桥梁桥墩支架平台钢格栅板
高铁路桥梁桥墩支架平台钢格栅板
 化工装置结构钢格栅板平台盖板
化工装置结构钢格栅板平台盖板
 变电站油池钢格栅板
变电站油池钢格栅板
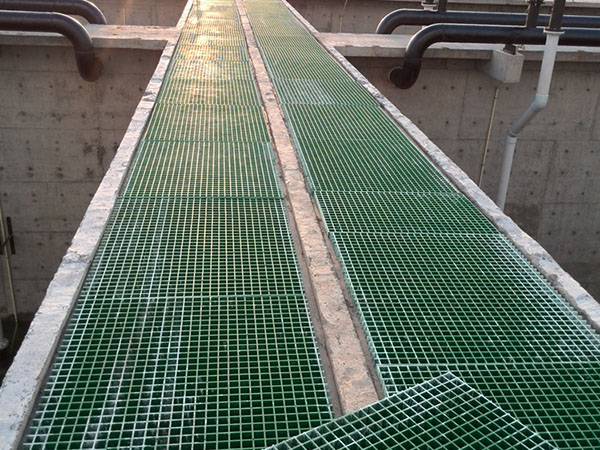 水处理厂用格栅板
水处理厂用格栅板
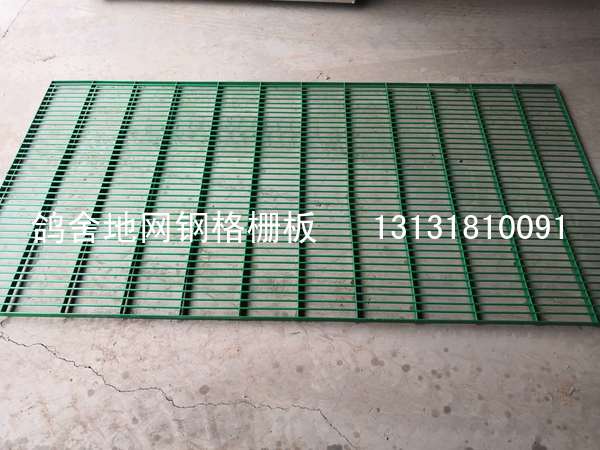 鸡鸽禽类养殖用钢格栅板
鸡鸽禽类养殖用钢格栅板
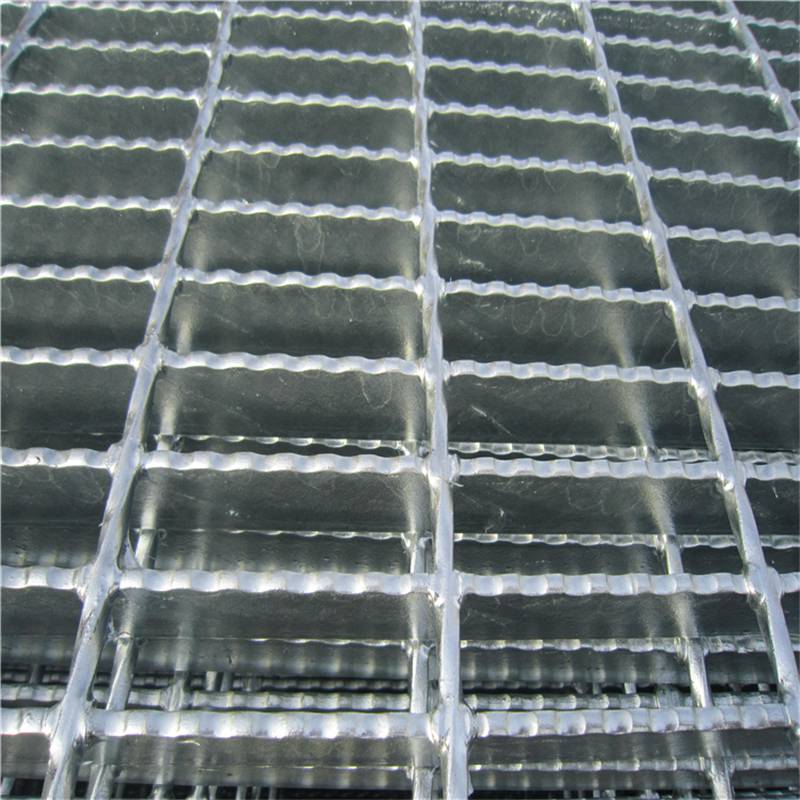
钢格板热镀锌处理表面新层厚度的控制
钢格板表面采用热镀锌处理是常用的表面处理方式。常见的锌层厚度一般在50um到100um之间。是不是上锌量越大钢格板的表面光洁度越好呢?答案是否定的,要想实现钢格板表面光洁无毛刺,并达到最大的抗腐蚀能力是不能单考型层厚度来评判的。有时上锌量大了反倒出现表面发污,甚至锌瘤结块的情况出现。控制钢格板的上锌量是一个很专业的问题,需要依靠科学的态度去审视。
热镀锌层形成过程是铁基体与最外面的纯锌层之间形成铁-锌合金的过程,工件表面在热浸镀时形成铁-锌合金层,才使得铁与纯锌层之间很好结合,其过程可简单地叙述为:当铁工件浸入熔融的锌液时,首先在界面上形成锌与α铁(体心)固熔体。这是基体金属铁在固体状态下溶有锌原子所形成一种晶体,两种金属原子之间是融合,原子之间引力比较小。因此,当锌在固熔体中达到饱和后,锌铁两种元素原子相互扩散,扩散到(或叫渗入)铁基体中的锌原子在基体晶格中迁移,逐渐与铁形成合金,而扩散到熔融的锌液中的铁就与锌形成金属间化合物FeZn13,沉入热镀锌锅底,即为锌渣。当工件从浸锌液中移出时表面形成纯锌层,为六方晶体。其含铁量不大于0.003%。
热镀锌镀层的形成机理
热浸镀锌是一个冶金反应过程.从微观角度看,热浸镀锌过程是两个动态平衡:热平衡和锌铁交换平衡.当把钢铁工件浸入450℃左右的熔融锌液时,常温下的工件吸收锌液热量,达到200℃以上时,锌和铁的相互作用逐渐明显,锌渗入铁工件表面.随着工件温度逐渐接近锌液温度,工件表面形成含有不同锌铁比例的合金层,构成锌镀层的分层结构,随着时间延长,镀层中不同的合金层呈现不同的成长速率.从宏观角度看,上述过程表现为工件浸入锌液,锌液面出现沸腾,当锌铁反应逐渐平衡,锌液面逐渐平静.工件被提出锌液面,工件温度逐渐降低至200℃以下时,锌铁反应停止,热镀锌镀层形成,厚度确定.
热镀锌镀层厚度要求
影响锌镀层厚度的因素主要有:基体金属成分,钢材的表面粗糙度,钢材中的活性元素硅和磷含量及分布状态,钢材的内应力,工件几何尺寸,热浸镀锌工艺.现行的国际和中国热镀锌标准都根据钢材厚度划分区段,锌镀层平局厚度以及局部厚度应达到相应厚度,以确定锌镀层的防腐蚀性能.钢材厚度不同的工件,达成热平衡和锌铁交换平衡所需的时间不同,形成的镀层厚度也不同.标准中的镀层平均厚度是基于上述镀锌机理的工业生产经验值,局部厚度是考虑到锌镀层厚度分布的不均匀性以及对镀层防腐蚀性要求所需要的经验值.因此,ISO标准,美国ASTM标准,日本JIS标准和中国标准在锌镀层厚度要求上略有不同,大同小异.
热镀锌镀层厚度的作用和影响
热镀锌镀层的厚度决定了镀件的防腐蚀性能.详细讨论请参见附件中由美国热镀锌协会提供的相关数据.用户可以选择高于或低于标准的锌镀层厚度.对于表面光滑的3mm以下薄钢板,工业生产中得到较厚的镀层是困难的,另外,与钢材厚度不相称的锌镀层厚度会影响镀层与基材的结合力以及镀层外观质量.过厚的镀层会造成镀层外观粗糙,易剥落,镀件经不起搬运和安装过程中的碰撞.钢材中如果存在较多的活性元素硅和磷,工业生产中得到较薄的镀层也十分困难,这是由于钢中的硅含量影响锌铁间的合金层生长方式,会使ζ相锌铁合金层迅速生长并将ζ相推向镀层表面,致使镀层表面粗糙无光,形成附着力差的灰暗镀层.
因此,如上述讨论结果,镀锌层的生长存在不确定性,实际生产中要取得某一范围的镀层厚度常常是困难的,热镀锌标准中规定的厚度是大量实验后产生的经验值,照顾到了各种因素和要求,较为合理.
要想减少钢格板的锌层厚度,可以参考以下方法。
1、 提高热镀锌锌温,但要考虑锌锅情况,铁锅不宜超过480度,陶瓷锅可以到530度
2、 减少浸锌时间
3、取出时速度要缓慢
4、添加锌铝合金可以减少镀层厚度
5、.放慢工件提升速度。
6、.尽量控制镀锌时间。
7、适量添加减薄合金。
锌灰锌渣不仅严重影响到浸锌层质量,造成镀层粗糙,产生锌瘤。而且使热镀锌成本大大升高。通常每镀1t工件耗锌40~100kg,如果锌灰锌渣严重,其耗锌量会高达140~200kg。控制锌渣主要是控制好温度,减少锌液表面氧化而产生的浮渣,所以更要采用有除铁功能和抗氧化功能的合金并且用热传导率小、熔点高、比重小、与锌液不发生反应,既可减少热量失散又可防止氧化的陶瓷珠或玻璃球覆盖,这种球状物易被工件推开,又对工件无粘附作用。
对于锌液中锌渣的形成主要是溶解在锌液中的铁含量超过该温度下的溶解度时所形成的流动性极差的锌铁合金,锌渣中锌含量可高达94%,这是热镀锌成本高的关键所在。
从铁在锌液中的溶解度曲线可以看出:不同的温度及不同的保温时间,其溶铁量即铁损量是不一样的。在500℃附近时,铁损量随着加温及保温时间急剧增加,几乎成直线关系。低于或高于480~510℃范围,随时间延长铁损提高缓慢。因此,人们将480~510℃称为恶性溶解区。在此温度范围内锌液对工件及锌锅浸蚀最为严重,超过560℃铁损又明显增加,达到660℃以上锌对铁基体是破坏性浸蚀,锌渣会急剧增加,施镀无法进行。因此,施镀目前多在430~450℃域内进行。
要减少锌渣就要减少锌液中铁的含量,就是要从减少铁溶解的诸因素着手:
⑴施镀及保温要避开铁的溶解高峰区,即不要在480~510℃时进行作业。
⑵锌锅材料尽可能选用含碳、含硅量低的钢板焊接。含碳量高,锌液对铁锅浸蚀会加快,硅含量高也能促使锌液对铁的腐蚀。目前多采用08F/XG08/WKS优质钢板。,并含有能抑制铁被浸蚀的元素镍、铬等。不可用普通碳素钢,否则耗锌量大,锌锅寿命短。也有人提出用碳化硅制作熔锌槽,虽然可解决铁损量,但造型工艺是一个难题,目前工业陶瓷所制作的锌锅仅能做成圆柱型且体积很小,虽然可以满足小件镀锌的要求但无法保证大型工件的镀锌。
⑶要经常捞渣。先将温度升高至工艺温度上限以便锌渣与锌液分离,使锌渣沉于槽底后用捞锌勺或专用捞渣机捞取。落入锌液中镀件更要及时打捞。
⑷要防止助镀剂中铁随工件带入锌槽,助镀剂要进行在线再生循环处理,严格控制亚铁含量,不允许高于4g/l,PH值始终保持在4.5-5。
(5)加热、升温要均匀,防止局部过热.
控制好钢格板热镀锌表面的锌层厚度要严格按照以上的操作流程去操作,实现经济利益和生产效益的最大化也是钢格板厂家实现进不的手短。
Copyright 安平县柯腾丝网制品有限公司 all Rights Reserved.
冀ICP备12018503号-1 地址:河北省安平县鹤煌大道南侧 网站地图
订购热线:13633180168 传真:0318-7963108 邮箱:sales@hebeiganggeban.org

