 港口船厂钢格板盖板篦子
港口船厂钢格板盖板篦子
 光伏发电用钢格栅板
光伏发电用钢格栅板
 水库电站用热镀锌钢格板格栅板
水库电站用热镀锌钢格板格栅板
 仓储物流用钢格板
仓储物流用钢格板
 电解槽槽间钢格板盖板
电解槽槽间钢格板盖板
 石油化工,LNG平台项目用钢格板
石油化工,LNG平台项目用钢格板
 防落物安全钢格栅板
防落物安全钢格栅板
 海上平台钢格栅板
海上平台钢格栅板
 钢格栅板射钉枪
钢格栅板射钉枪
 矿用热镀锌格栅板盖板
矿用热镀锌格栅板盖板
 锅炉平台用热镀锌钢格栅板
锅炉平台用热镀锌钢格栅板
 高铁路桥梁桥墩支架平台钢格栅板
高铁路桥梁桥墩支架平台钢格栅板
 化工装置结构钢格栅板平台盖板
化工装置结构钢格栅板平台盖板
 变电站油池钢格栅板
变电站油池钢格栅板
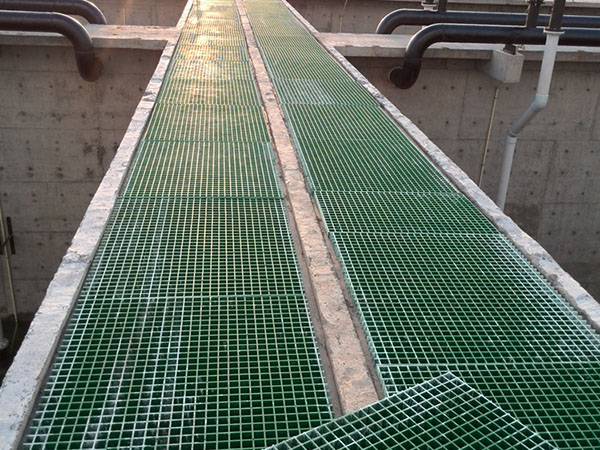 水处理厂用格栅板
水处理厂用格栅板
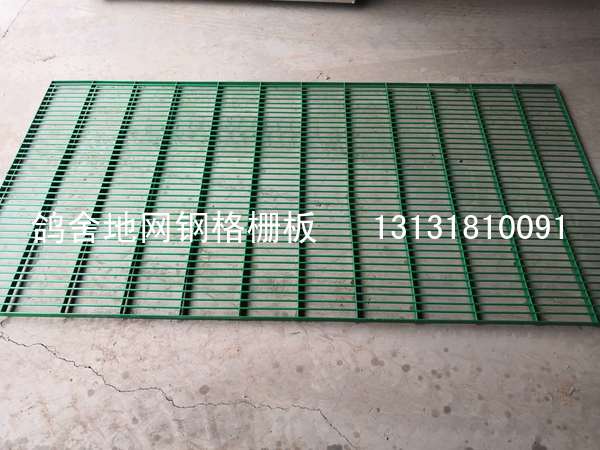 鸡鸽禽类养殖用钢格栅板
鸡鸽禽类养殖用钢格栅板
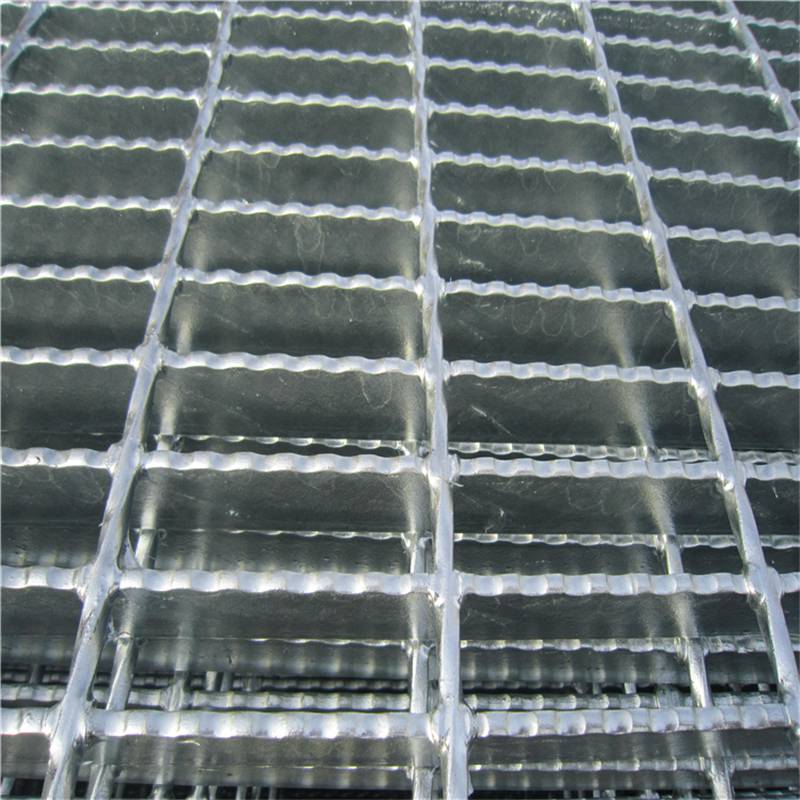
复合型钢格板的焊接要注意的事项
复合型钢格板是指在钢格板的表面焊接一层花纹板作为面板,能够承载更大的重量的一种钢格板产品。复合型钢格板采用的底座,也就是钢格板的间距一般较大,通常为40/100或者40/200的间距,钢格板在底下只是起到支撑的作用。复合钢格板的材质一般都是碳钢材质的,有的还会用不锈钢来制作。碳钢材质的复合格栅表面采用热镀锌处理,能够最大限度的防腐蚀。
复合钢格板的焊接需要比较好的焊接技术,原因就是在复合钢格板的焊接过程中会出现热焊接应力,热应力是焊接不可避免的焊接问题,热应力直接导致的后果就是热镀锌后出现变形。现在复合钢格板的焊接多是采用将花纹板和钢格板单独镀锌后再进行焊接成整体的焊接方式。这种焊接方式也存在诸多的弊端,像生产效率比较低下;热镀锌后焊接出现的破坏锌层的情况等都是大问题。那在焊接的时候要注意哪些事项呢?
要想把复合钢格板焊接的美观漂亮,就要从以下一些注意事项着手:
首先,将未进行镀前处理的花纹板和钢格板用气体保护焊进行整合焊接,首先将花纹板与钢格板叠加并在中心位置确定定位点进行点焊,然后纵向由中间向两端以散布方式、横向每间隔三支扁钢和一支横杆间距的方式进行焊接成型,最后进行花纹板和钢格板周圈焊;焊接完成后,对格栅复合板进行镀锌处理。本焊接方法,在保证了整个格栅复合板强度的情况下,尽量较少焊接点及焊接次数,保证整体结构的实用、美观。
其次,在整合焊接过程中,除最外侧主体扁钢和包边扁钢能与花纹板焊接外,其余只能保证花纹板和钢格板上的麻花钢之间有焊缝。焊缝长度为15~20mm,焊脚高度为4~6mm。对焊缝长度和焊脚高度的限制,适用于复合钢格板所有的焊接要求,强度能够满足现场使用要求,如果超出此范围,太大则没有必要,而且影响美观程度,太小则会影响产品质量。中心位置旁边焊接有台位号。台位号为一个起标识作用的标牌,标明作业人员及作业时间,以备后续查询,台位号在其他焊点焊接完成后,焊接上 的。
最后,花纹板与钢格板叠加后,花纹板的边界超出钢格板边界小于等于3mm。复合钢格板的上下两层边界若未对齐,其超出3mm,则对于周圈的焊接来说,不容易焊接到位,影响焊接质量,另外一方面在复合钢格板安装时,由于有间隙,不容易固定。
所述焊接过程中所使用的主要焊接设备是CO2气体保护焊机。使用的CO2气体保护焊为半自动化操作,焊接过程中因热量产生的变形小,可连续作业生产率高,焊接后不用清渣焊点滑顺美观,而且减少了中间环节,大大提高了焊接施工效率,有利于保证施工进度和焊接质量。
Copyright 安平县柯腾丝网制品有限公司 all Rights Reserved.
冀ICP备12018503号-1 地址:河北省安平县鹤煌大道南侧 网站地图
订购热线:13633180168 传真:0318-7963108 邮箱:sales@hebeiganggeban.org

